电话:0577-57192725
传真:0577-57575951
地址:浙江省温州市柳市镇象阳工业区德宇路
联系人:于惠娟
-----------------------------
温州艾佰测控咨询热线:
销售:0577-57151513 于经理
销售:0577-57151536 陈经理
销售:0577-57572512 张经理
销售:0577-57575951 尹经理


使用之前,请仔细阅读本说明书
TR200表面粗糙度测量仪是适合于生产现场环境和移动测量需要的一种小型手持式仪器,它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。
本仪器在测量工件表面粗糙度时,先将传感器搭放在工件被测表面上,然后启动仪器进行测量,由仪器内部的精密驱动机构带动传感器沿被测表面做等速直线滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度会引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏检波器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片对采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上给出,也可在打印机上输出,还可以与PC机进行通讯。
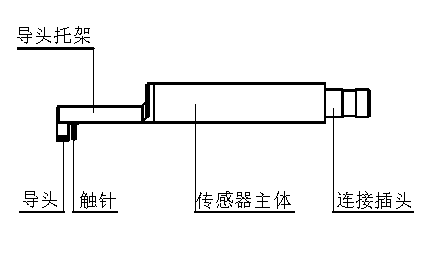
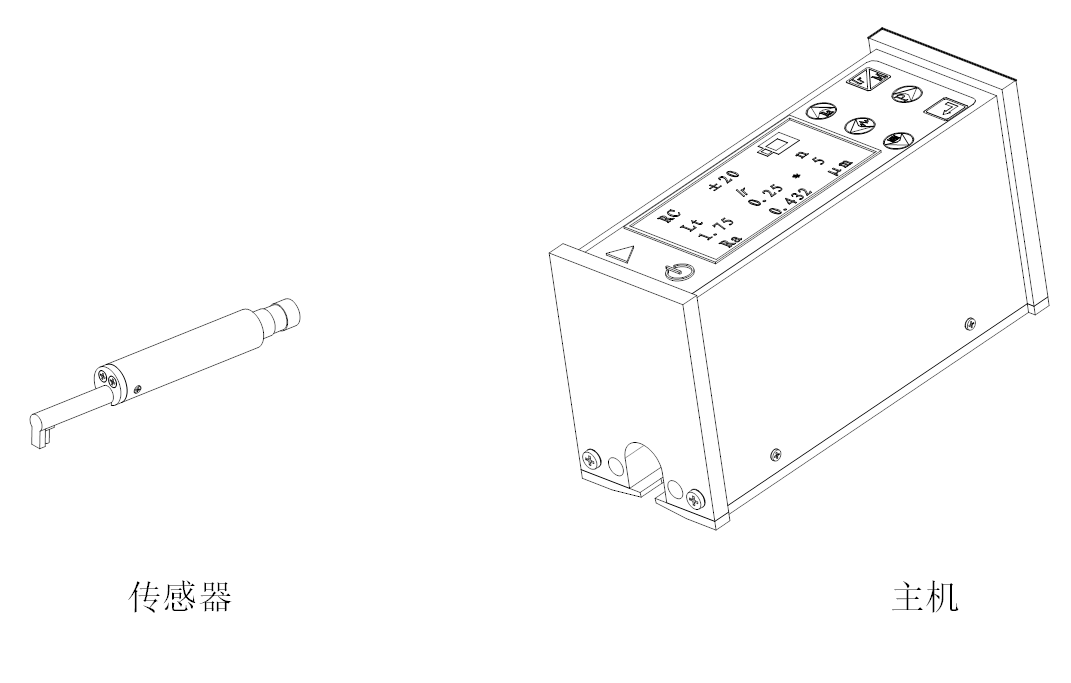
标准传感器
液晶显示器
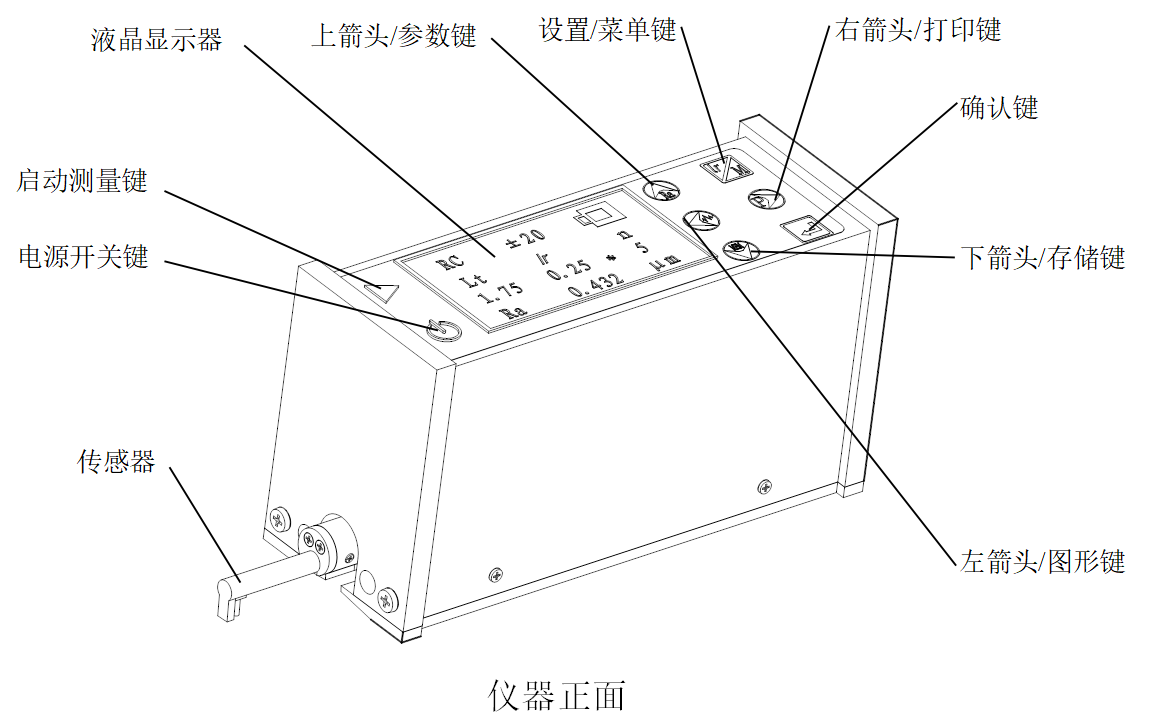
 : 启动测量键。用于启动仪器测量。
: 启动测量键。用于启动仪器测量。
 :电源开关键。日常使用的开关键,它不关闭电池,保留存储信息。若长期不使用仪器,请关闭仪器侧后方的电池开关。
:电源开关键。日常使用的开关键,它不关闭电池,保留存储信息。若长期不使用仪器,请关闭仪器侧后方的电池开关。
 :上箭头/参数键。在主界面下,按下该键进入参数显示界面,按回车键退出。
:上箭头/参数键。在主界面下,按下该键进入参数显示界面,按回车键退出。
 :下箭头/存储键。在主界面下,按下该键进入存储记录界面。
:下箭头/存储键。在主界面下,按下该键进入存储记录界面。
 :左箭头/图形键。在主界面下,按下该键进入图形显示界面。
:左箭头/图形键。在主界面下,按下该键进入图形显示界面。
 :右箭头/打印键。在主界面下,按下该键开始启动打印机打印全部测量结果。
:右箭头/打印键。在主界面下,按下该键开始启动打印机打印全部测量结果。
 :设置/菜单键。在主界面下,按下该键使主界面进入测量条件设置状态。 长按该键约3秒钟进入主菜单界面。
:设置/菜单键。在主界面下,按下该键使主界面进入测量条件设置状态。 长按该键约3秒钟进入主菜单界面。
 :回车确认键。在所有界面中,用于确认设置修改结果或退出该界面。
:回车确认键。在所有界面中,用于确认设置修改结果或退出该界面。
箭头按键使用的特别说明:
对上下左右四个箭头功能的总体定义原则是:在需要设置修改的所有界面中统一规定,上下箭头用于切换选择项目,左右箭头用于调整设定的具体数字和数值,即在进入菜单、测量条件修改及图形显示界面后才起作用,在主界面下不起作用。在主界面下,这些箭头按键仅执行上面的字符所表示的功能。
|
序号
|
名称
|
数量
|
|
1
|
TR200主机
|
1
|
|
2
|
标准传感器
|
1
|
|
3
|
校准样板
|
1
|
|
4
|
电源适配器
|
1
|
|
5
|
小改锥
|
1
|
|
6
|
样板垫板
|
1
|
|
7
|
使用说明书
|
1
|
|
8
|
合格证
|
1
|
注:上述清单仅供参考,具体实物及数量以装箱单为准。


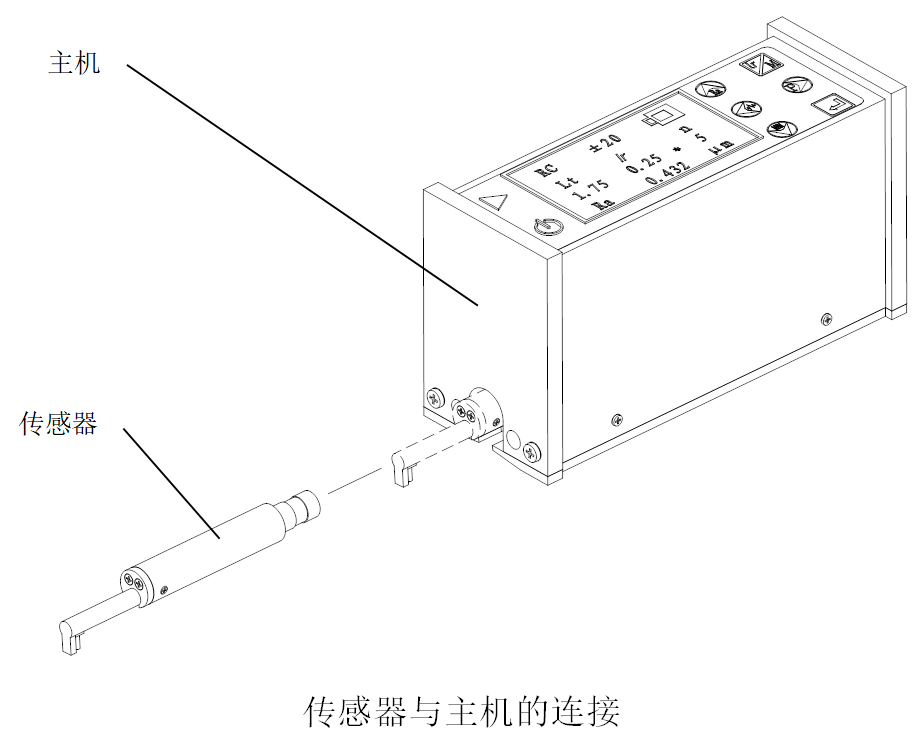
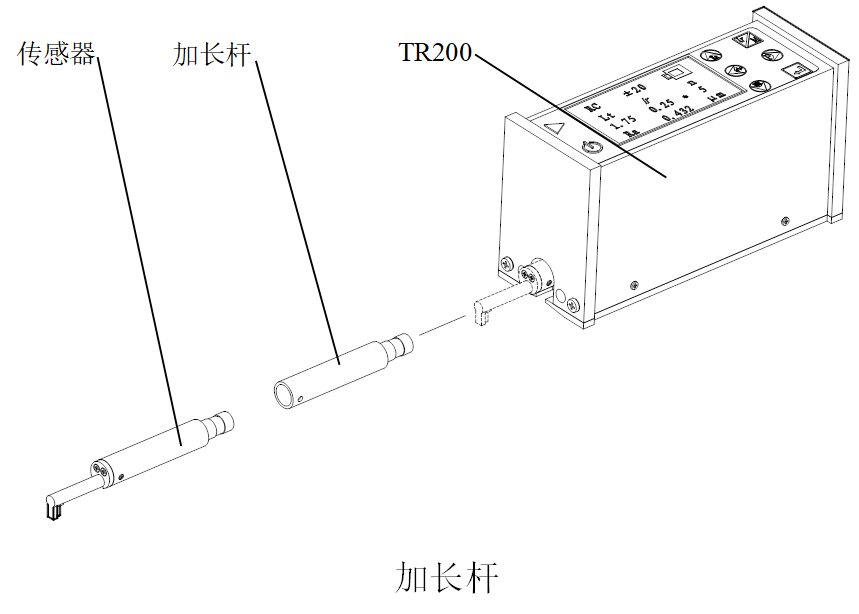
如图所示,拿住导头托架和传感器主体的连接部分,按照图示连接线示意插入驱动器中的连接插座中,轻推到底,感觉到可靠连接即可。拿出时,先将传感器稳稳地拉出连接插座,再慢慢从驱动器中拿出传感器,整个操作过程需小心谨慎,避免损坏传感器。
提示:
1.传感器的触针是本仪器的关键零件,应给予高度重视;
2.在装入和拿出传感器的过程中,应特别注意不要碰及触针,以免造成损坏;
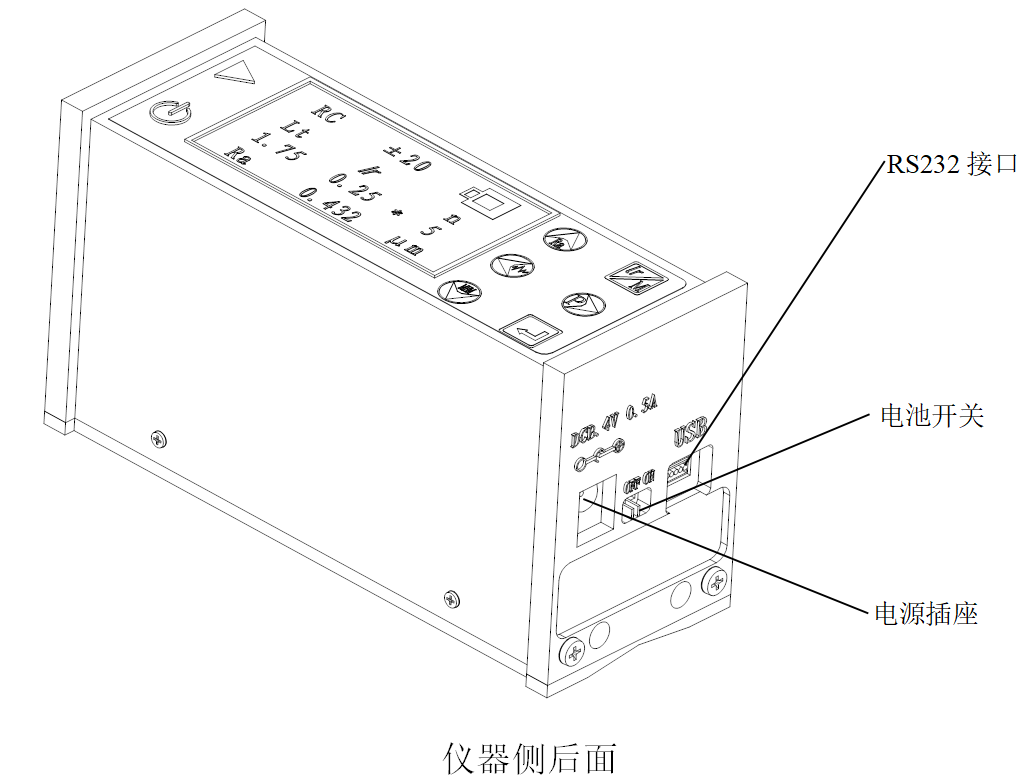
软开关位于面板左下角(如图),如经常使用仪器,建议使用它。软开关处于关闭状态时,电池仍然给电路供电,存储器里的内容和时间设定等信息均被保存,下次开机时,一些系统信息不必重新设置。
硬开关位于仪器后挡板(如图),如果较长时间不是用仪器,应将硬开关关闭,可以更好地保护仪器和电池。硬开关关闭时,电池不再给电路供电,存储器中的内容将被复位,下次开机时须重新设定。
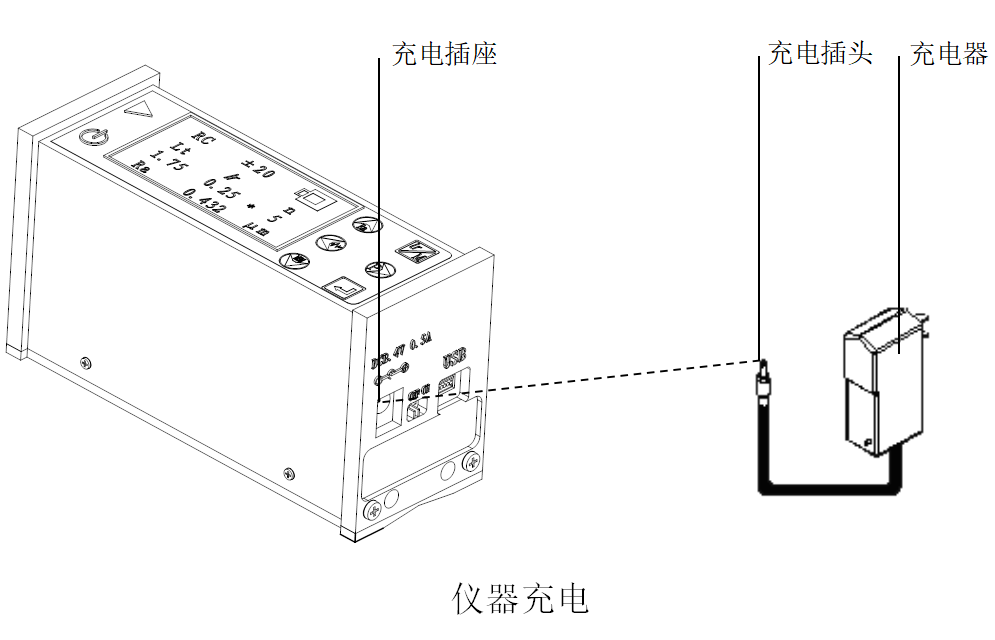
当仪器提示电压偏低或不能开机,应该给仪器充电。充电时,如图所示,将充电器的插头插入仪器的充电插座中,然后将充电器接到220V/50Hz的市电上,即开始充电。红灯亮时,表示正在充电,绿灯亮时,表示电已充满,可以断电。整个充电时间大约为3小时左右,注意不要使充电时间过长。充电器的输入电压为220伏交流,输出8.4伏直流,最大充电电流约500毫安。本仪器采用的是锂离子电池,无记忆效应,可以随时充电,充电时仪器可照常工作。
提示:
1.在充电状态下测量工件时,应注意连线的摆放不要影响测量。
2.电压低时需尽快充电,充满后应尽快切断电源。
3.仪器出厂时,电池开关置于OFF。
4.如遇仪器工作不正常,关机、开机仍不能解决问题时,可关闭仪器后部的电池开关,过10秒钟后再开。
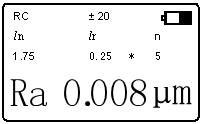
1)主界面
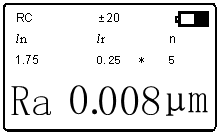
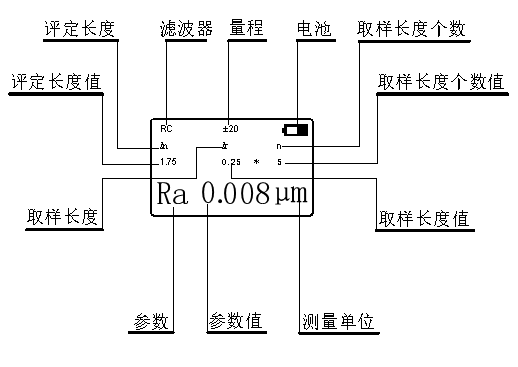
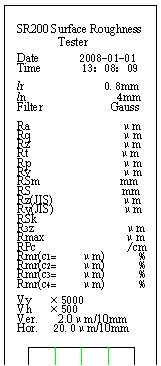
本界面为主界面,开机后以及测量前后均显示此界面。主界面包括主要测量参数和各测量条件信息,如取样长度、评定长度、量程、滤波器和测量单位。在主界面状态下,各按键执行面板符号的功能。
2) 主菜单
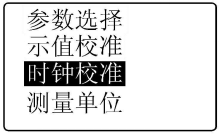
在主界面状态下,长按设置菜单键进入主菜单(如左图),按上(下)箭头,选定时钟校准,按回车键进入时钟校准界面(如下图)。
3) 时钟校准
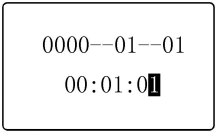
按照箭头按键的统一规定,用上(下)箭头移位来切换要设定的数字位,用左(右)箭头调整需设定的数字。
1)主菜单
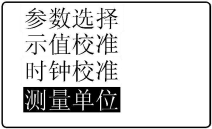
在主界面状态下,长按设置/菜单键进入主菜单(如左图),按上(下)箭头,选定测量单位,按回车键进入测量单位界面(见下图)。
2)测量单位
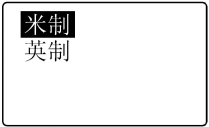
用上(下)箭头移动选择需要设置的测量单位,按回车键确认并退出。
1)主菜单
在主界面状态下,长按设置菜单键可进入主菜单(如左图),按上(下)箭头,选定语言(见下图,在第二页),按回车键进入语言界面。

2)语言设置
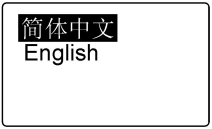
用上(下)箭头移动选择需要设置的语言,按回车键确认并退出。
在主界面状态下,长按回车确认键约5秒可打开背光;再次长按此键约5秒即可关闭背光,可节约电能。
a.开机检查电池电压是否正常;
b.擦净工件被测表面;
c参照下图,传感器的滑行轨迹必须垂直于工件被测表面的加工纹理方向。
测量方向
说明:正确、规范的操作是获得准确测量结果的前提,请务必遵照执行。
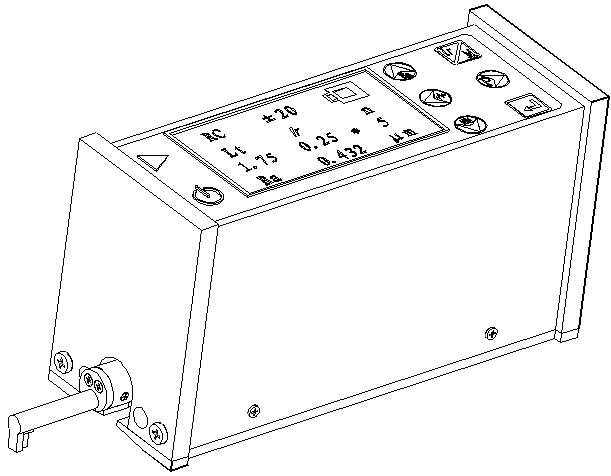
按下电源键后仪器开机,液晶显示屏自动显示缺省的设定参数、测量单位、滤波器、量程、取样长度等,如下图:
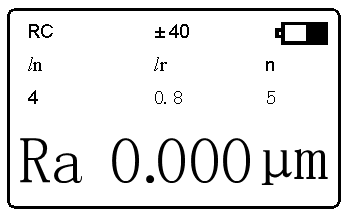
开机显示
说明:
1. 第一次开机液晶显示器中所显示的内容为本仪器的出厂设置,下次开机将显示上次关机时用户所设置的内容和测量数据。
2.开机时,不要按住电源键不放。
3.传感器安装好开始测量时请参照触针位置,尽量将光标调整至最佳“0”位。
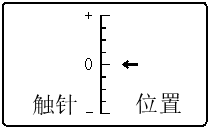
首先,使用触针位置来确定传感器的位置。尽量使触针在中间位置进行测量。在主界面状态下,按回车确认键进入触针位置显示界面,再次按回车确认键退出,回到主界面。
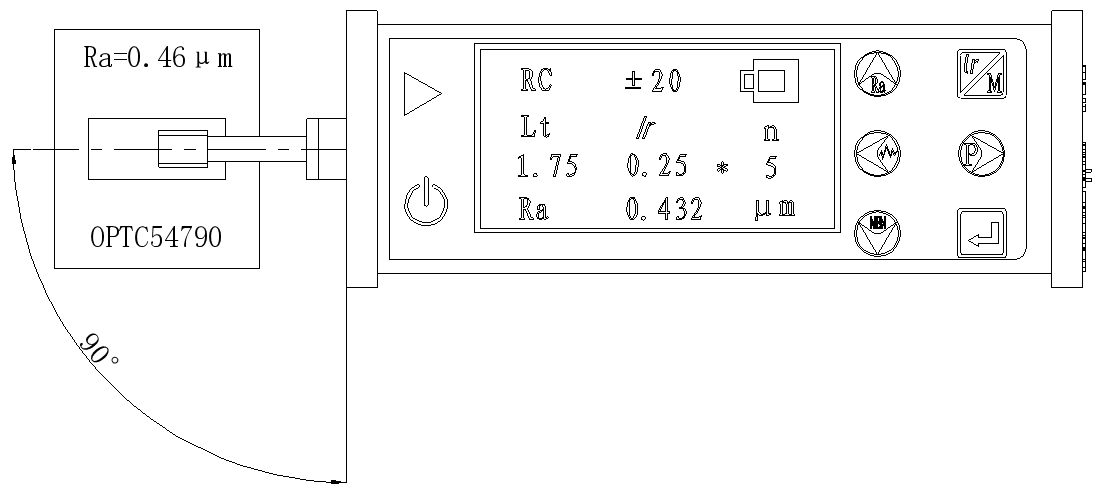
仪器在测量前,通常需用标准样板进行校准。本仪器随机配置一个标准样板,测量前,用仪器先测试样板,正常情况,当测量值与样板值之差在合格范围内,测量值有效,即可直接测量。如果测量值与样板值之差大于仪器规定的误差范围,或者是用户要求精度较高,可以使用示值校准功能来修正和提高测量精度。
示值校准步骤如下:
1)主菜单—示值校准
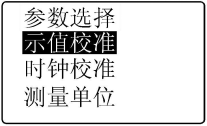
在主界面状态下,长按设置/菜单键进入主菜单,按上(下)箭头选择示值校准,按回车键进入示值校准设定界面。
2)示值校准设定
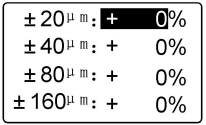
按上(下)箭头换行,选择需要校准的量程,按左(右)箭头调整设定值。
说明: 1、在使用正确的测量方法测试随机样板时,如果实际测量值超出样板标定值的±10%,使用示值校准功能按着实际偏差的百分数进行校准,校准范围不大于±20%。
2、通常情况下,仪器在出厂前都经过严格的测试,示值误差远小于±10%,在这种情况下,建议用户不要频繁使用示值校准功能。
3、当示值校准的数值设定在“00”确认后,所有校准的设定消除,恢复出厂设定。当电池硬开关关闭后,所有校准的设定也将消除。
1)启动测量
完成上述两个步骤及可以开始测量操作。
在主界面状态下,按启动测量键开始测量。
2)开始测量
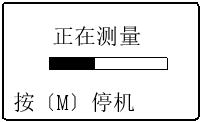
测量开始后的第一个界面,此时,传感器正在采集数据。
2)数字滤波
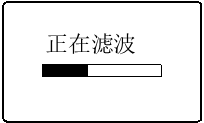
采样完毕,开始对采样数据进行数字滤波。
3)计算参数
滤波完毕,进行全部参数计算。
提示:在测量状态时若意外触动电源键,造成关机,再开机时,仪器的传感器将先复位,此时在操作上不要对仪器的传感器有任何干扰,复位后仪器等待新的启动指令。
测量完毕后,可以通过如下方式观察全部测量结果:
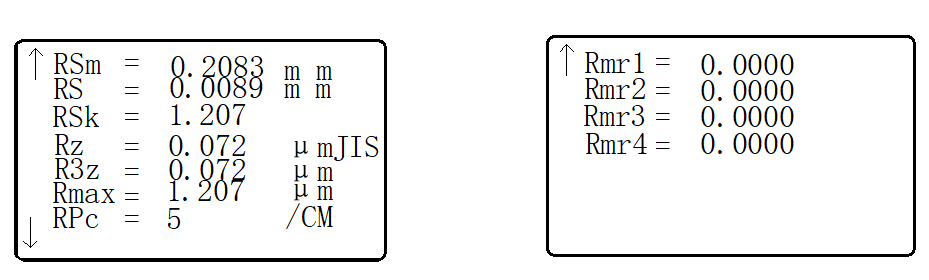
1)参数
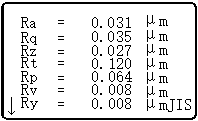
在主界面状态下,按上箭头进入全部参数结果显示界面,共三页(如左图)。按上(下)箭头翻页。按设置/菜单键退出到主界面。
2)轮廓图形
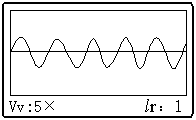
在主界面状态下,按左箭头进入轮廓图形显示界面。每页显示一个取样长度,通过左(右)箭头切换到其它取样长度。在此界面下,按回车确认键可以放大或缩小所显示的轮廓。按设置/菜单
键退出到主界面。
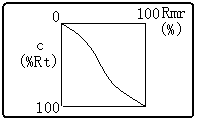
按上(下)箭头可切换到支承率曲线界面。按设置菜单键退出到轮廓图形显示界面。
本仪器可以存储15组测量结果。
1)存当前数据
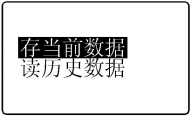
在主界面状态下,按下箭头进入存储/读取界面。按上(下)箭头选择存当前数据,按回车键进入存储界面。
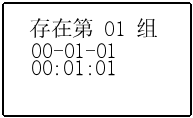
按回车键确认并存储当前数据。
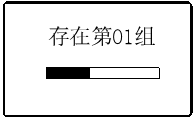
存储进度。
2)读历史数据
在主界面状态下,按下箭头进入存储/读取界面。按上(下)箭头选择读历史数据,按回车键进入读取界面
按上下箭头可以选择要读取的组号,共有15组,按回车键确认并读取该组数据。
读取进度。
本仪器可选配打印机,打印全部测量结果,以便保留存档。
1)开始打印
在主界面状态下,按右箭头将测量参数和轮廓图形打印输出到打印机。
2)打印纸
打印的全部内容。
本仪器可选配PC机高级分析软件,该软件具有数据库管理、图形显示、参数显示、测量操作,打印管理,文件管理等功能。
在主界面状态下,按一下设置/菜单键使主界面进入测量条件设置状态。
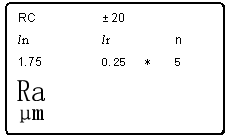
测量条件设置界面
此状态下,只能设置修改测量条件,不能进行测量操作。再次按设置/菜单键退回到主界面状态,进行测量操作。
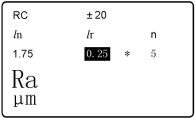
按上(下)箭头,选择修改项目,如图选择取样长度,按左(右)箭头更改取样长度值,选定区域将循环显示0.25、0.8和2.5,确定后,按上(下)箭头选择其它项目。
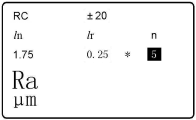
按上(下)箭头选择修改评定长度,即选择评定长度中所包含的取样长度的个数,按左(右)箭头依次循环显示1、2、3、4、5。
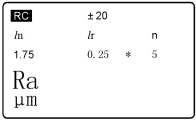
按上(下)箭头选择修改滤波器,按左(右)箭头一次循环显示RC、PCRC、GAUSS、D-P。
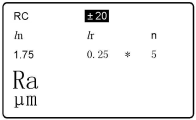
按上(下)箭头选择修改量程,按左(右)箭头一次循环显示A20、A40、A80、A160。
注:本产品不使用A160,使用时跳过即可。
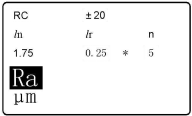
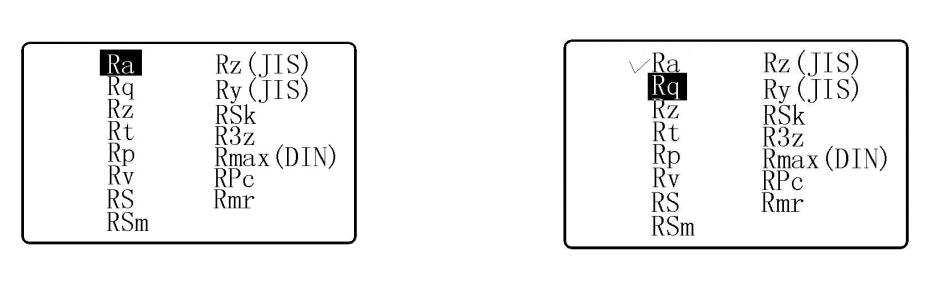
按上(下)箭头选择设定显示参数。此界面下,用户可选择需要在主界面下显示的测量参数,只能选择一个,按左(右)箭头循环显示全部参数供选择。
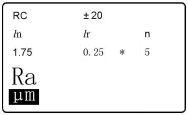
按上(下)箭头选择修改测量单位,按左(右)箭头循环显示米制和英制。
注:该功能本型号产品不使用。
在测量峰计数RPc参数时,需要先设定H值。

在主界面下,长按设置/菜单键进入主菜单,按上(下)箭头选择输入H值,按回车键进入设置界面。
按上(下)箭头移位,按左(右)箭头调整数字。按设置/菜单键退出到主界面。
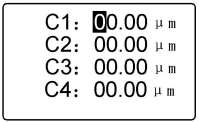
在测量轮廓支承率Rmr参数时,需要先设置C值。

在主界面下,长按设置/菜单键进入主菜单,按上(下)箭头选择输入C值,按回车键进入设置界面。
按回车键换行,按上(下)箭头移位,按左(右)箭头调整数字。按设置/菜单键退出到主界面。
1) 完成测量工作后,请及时将传感器放入包装盒内;
2) 请时刻注意保护传感器的测针部分。
1) 注意保持主机表面的清洁,经常用柔软的干布清除其表面
上的灰尘;
2) 本仪器为精密测量仪器,应始终保持轻拿轻放,避免使其受到震动。
1) 经常观察电池提示符号,当出现低电压时,请及时充电;
2) 充电时间为三小时左右,尽量不要长时间充电;
1)样板表面要保持清洁;
2)避免用划伤样板工作区域的表面。
|
错误信息和故障现象
|
可能原因
|
排除方法
|
|
超出量程
|
被测表面超出仪器测量范围
或者触针位置放置远离中心
|
变换大量程
调整触针位置
|
|
无测试数据
|
开机后没有进行测量
|
实际测量一次
|
|
电机走死
|
电机运行问题
|
重新测量
|
|
运行时错误
|
异常中断
|
重新开机
|
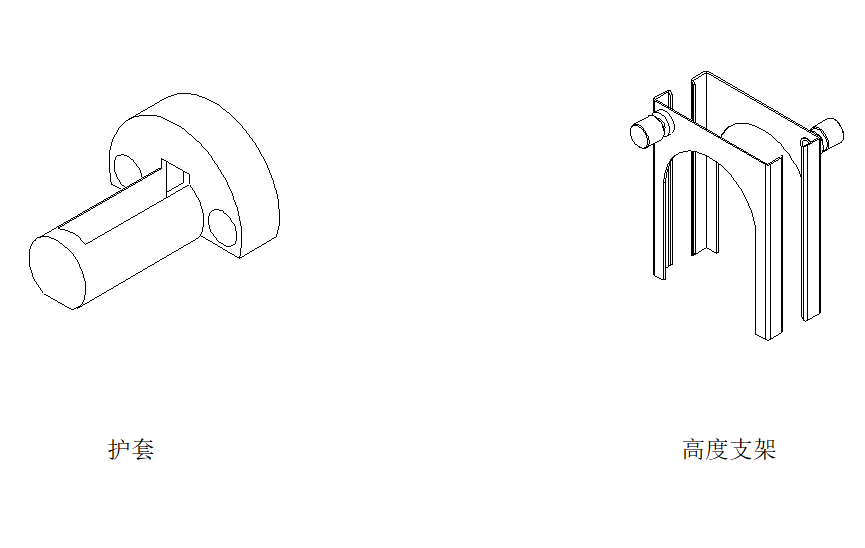
当工件的被测面小于仪器的底面时,可使用LSR210系列可选附件中的传感器护套和高度支架作辅助支承,以完成测量(如下图所示)。
高度支架和传感器护套的连接
高度支架和传感器护套的使用
提示:
1. 图中L不能小于本次测量的驱动行程,避免发生传感器在测量时掉到工件外面,造成传感器返回时顶住工件而发生故障。
2. 高度支架的锁紧要可靠。
3. 注意不要在测量时用高度支架去调针位,应在测量前将可调支脚的高度调整至需要的高度,通常用卡尺测量即可满足要求。
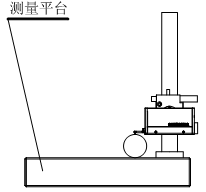
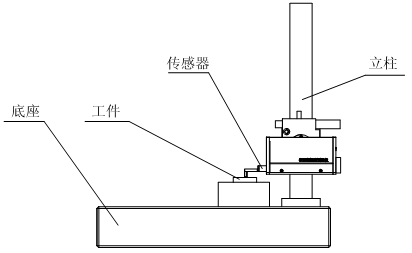
使用测量平台,可更精确地调整仪器与被测工件之间的位置,操作更加可靠、平稳,使用范围更大,可测量复杂形状零件表面的粗糙度。与测量平台连用时,可更加精确地调整针位,测量更平稳。当被测表面Ra值较小时,建议使用测量平台。当使用专用传感器时,如小孔、深槽和曲面等传感器时,必须使用测量平台。
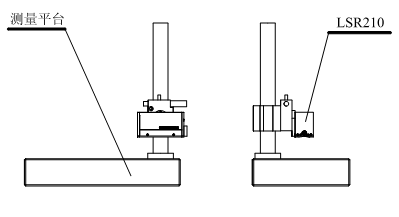
测量平台
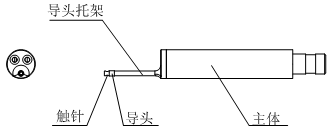
标准传感器时使用最多的传感器,它可以测量大多数的平面、斜面、圆锥面、内孔、沟槽等多种表面的粗糙度,可以进行手持式测量,除了标准传感器,其他专用传感器都需要使用测量平台来测量。
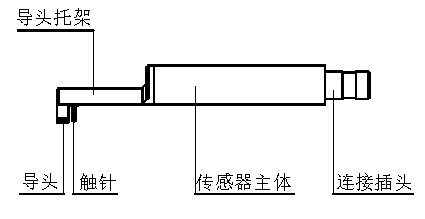
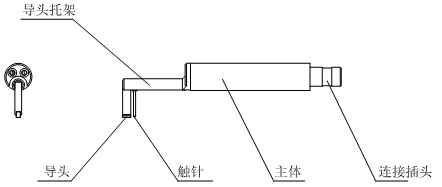
各部分名称
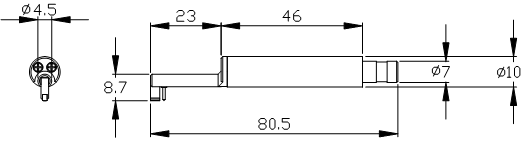
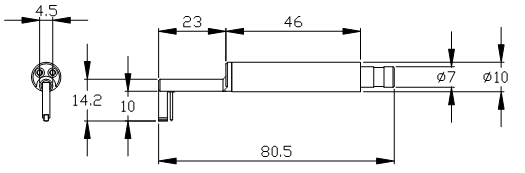
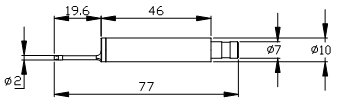
尺寸
1) 手持式测量
将传感器插入仪器后,直接在工件表面上测量。除了设置正确的测量条件,还有两点要特别注意,一是传感器的主体要保持水平状态,二是传感器的滑行方向与工件的加工纹理要垂直。
2) 使用测量平台测量
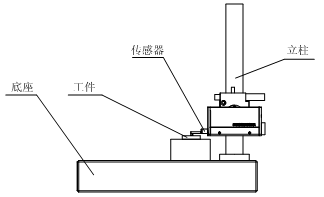
测量平台
a. 将标准传感器小心插入仪器中,然后安装到测量平台的连接部件上,锁紧要可靠;
b. 将测量平台的滑架调的稍高一点,向下降直到接触工件,这个过程要小心操作,尤其在传感器即将接触工件时
c. 将传感器的主体调至水平,目测水平即可。然后观察触针位置是否在中心附近。
d. 升降传感器时,一定要注意方向,不要发生方向操作错误,因为错误下降会损坏传感器。
1) 测量多刻线样板;
2) 读Ra值;
3) 与样板值进行比较。
1) 任何时候插拔传感器时都要特别小心,注意不要碰到导头和触针,因为这是整台仪器的关键零件,要尽量拿住传感器导头托架的根部(主体的前部)插拔;
2) 当用完传感器时,应及时将它装入包装盒中。
曲面传感器主要用于测量半径大于3mm的光滑圆柱表面的粗糙度,对于半径较大的光滑球面等其他曲面也能取得较好的近似值,曲率半径越大,表面越光滑,测量效果越好。
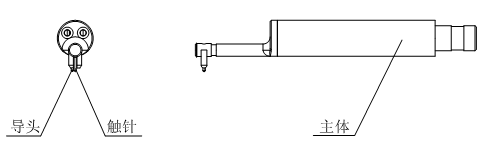
各部分名称

尺寸
测量前调整:
测量平台
1)将曲面传感器小心插入仪器中,然后安装到测量平台的连接部件上,锁紧要可靠;
2)使用曲面传感器时,尽量选用较短的行程,如:选择0.25取样程度,尤其在圆弧很小的时候;
3)将测量平台的滑架调的稍高一点,向下降直到接触工件,这个过程要小心操作,尤其在传感器即将接触工件时;
4)将传感器的触针对准曲面的最高点(或最低点);
5)将曲面传感器的主体调至水平,目测水平即可。然后观察触针位置是否在中心附近。
测量前,将工件向右移动测量行程的一半,按启动键进行测量。这是为了保证整个测量行程以曲面的最高点(最低点)为中心对称。
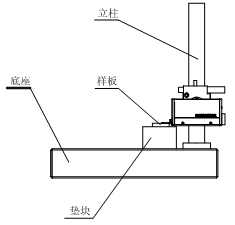
1) 对于曲面传感器我们使用单刻线样板进行校准;
2) 校准操作
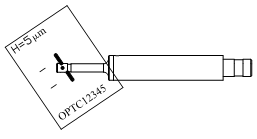
示值校准
如图所示,将单刻线样板倾斜一个角度,目的是让导头和触针先后通过刻线,而不是同时通过刻线(这时不是真正的深度)。测量结束,观察轮廓图形,有一个矩形深槽,深槽的深度就是单刻线值。读样板深度值有几种方法:
a. 读Rt值,有时位置摆放不好,会导致读值不准;
b. 在电脑软件上用鼠标测量这个深度值;
c. 在打印机上的轮廓实际测量深度值,再除以放大倍数。
1) 任何时候插拔传感器时都要特别小心,注意不要碰到导头和触针,因为这是整台仪器的关键零件,要尽量拿住传感器导头托架的根部(主体的前部)插拔;
2) 曲面传感器与其他传感器的最主要区别就是它的导头与触针是并列的,其他传感器是前后排列;
3) 曲面传感器不能用多刻线样板校准,这是有它的结构所决定。
深槽传感器与标准传感器最接近,只是深度加大了。它可以测量大多数的平面、斜面、圆锥面、内孔、沟槽等多种表面的粗糙度,不可以进行手持式测量,除了标准传感器,其他专用传感器都需要使用测量平台来测量。
各部分名称
尺寸
使用测量平台测量:
测量平台
1)将标准传感器小心插入仪器中,然后安装到测量平台的连接部件上,锁紧要可靠;
2)将测量平台的滑架调的稍高一点,向下降直到接触工件,这个过程要小心操作,尤其在传感器即将接触工件时
3)将传感器的主体调至水平,目测水平即可。然后观察触针位置是否在中心附近。
4)升降传感器时,一定要注意方向,不要发生方向操作错误,因为错误下降会损坏传感器。
1) 测量多刻线样板;
2) 读Ra值;
3) 与样板值进行比较。
1) 任何时候插拔传感器时都要特别小心,注意不要碰到导头和触针,因为这是整台仪器的关键零件,要尽量拿住传感器导头托架的根部(主体的前部)插拔;
2)当用完传感器时,应及时将它装入包装盒中。
小孔传感器主要用于测量直径大于2.5mm的圆孔内表面的粗糙度,其他用途与标准传感器相同。
各部分名称
尺寸
1)测量前调整:
测量平台
a)将小孔传感器小心插入仪器中,然后安装到测量平台的连接部件上,锁紧要可靠;
b) 将测量平台的滑架调的稍高一点,向下降直到接触工件,这个过程要小心操作,尤其在传感器即将接触工件时;一般要先注意传感器主体达到水平位置,再去微调触针位置,这样比较保险一点;
c) 小孔传感器与标准传感器和深槽传感器不同,它的导头在触针的后面,所以当它接触工件时,触针位置是先高后低;
2) 测量
微调触针位置至中心附近即可。
1) 对于小孔传感器使用多刻线样板进行示值校准;
2) 校准操作
a. 测量多刻线样板;
b. 读Ra值;
c. 与样板值进行比较。
1) 任何时候插拔传感器时都要特别小心,注意不要碰到导头和触针,因为这是整台仪器的关键零件,要尽量拿住传感器导头托架的根部(主体的前部)插拔;
2) 小孔传感器的导头在触针的后面,所以对它调整触针位置时和标准传感器不一样;
3) 当用完传感器时,应及时将它装入包装盒中。
使用加长杆,可增加传感器进入工件内部的深度,加长杆的长度为50mm。
本仪器可选配微型打印机,可打印全部测量参数及图形,便于存档。打印机的波特率设置为9600。
本仪器可选配专用粗糙度测量分析软件,本软件主要包括测量分析模块、打印模块和数据库管理模块,方便用户长期使用管理。
|
名称 |
内容 |
|
|
测量范围 |
Z轴(垂直) |
160μm |
|
X轴(水平) |
17.5mm |
|
|
分辨率 |
Z轴(垂直) |
0.01μm/±20μm |
|
0.02μm/±40μm |
||
|
0.04μm/±80μm |
||
|
测量项目 |
参数 |
Ra、Rq、Rz、Rt、Rp、Rv、RS、RSm、Rz(JIS)、Ry(JIS) 、RSk、R3z、Rmax、RPc、Rmr; |
|
标准 |
ISO,ANSI,DIN,JIS |
|
|
图形 |
粗糙度轮廓,支承率曲线,直接轮廓 |
|
|
滤波器 |
RC,PC-RC,Gauss,D-P |
|
|
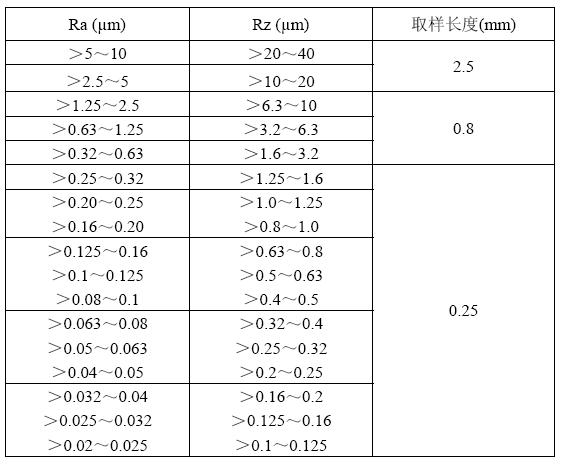
取样长度(lr) |
0.25,0.8,2.5mm |
|
|
评定长度(ln) |
Ln=lr×n n=1~5 |
|
|
传感器 |
测量原理 |
位移式差动电感 |
|
触针 |
天然金刚石,90锥角,5μm针尖半径 |
|
|
测力 |
<4mN |
|
|
导头 |
红宝石,滑行方向半径40mm |
|
|
滑行速度 |
lr=0.25, Vt=0.135mm/s |
|
|
lr=0.8, Vt=0. 5mm/s |
||
|
lr=2. 5, Vt=1mm/s |
||
|
返回 Vt=1mm/s |
||
|
示值误差 |
不大于±10% |
|
|
示值变动性 |
不大于6% |
|
|
电源 |
内置锂离子充电电池,用8.4V,800mA充电器充电 |
|
|
外形尺寸 |
119×47×65mm |
|
|
重量 |
约380g |
|
本仪器是在滤波轮廓和直接轮廓两种轮廓上进行参数计算的,全部计算符合GB/T 3505-2000 《产品几何技术规范 表面结构 轮廓法 表面结构的术语、定义及参数。
滤波轮廓:原始轮廓经过粗糙度滤波器去除波度成份后的轮廓。
直接轮廓:只对原始轮廓进行最小二乘法中线计算的轮廓。
RC:是传统的二阶RC滤波器,符合旧标准,考虑还有用户在使用,作为过渡本仪器仍然保留。该滤波器的输入与输出信号有相位差。
PC-RC:是在RC滤波器的基础上进行数字相位修正的滤波器,幅值传输特性与RC滤波器相同,基本没有相位差。通过RC和 PC-RC滤波器得到的幅值参数相同。
GAUSS(高斯滤波器):是最新的粗糙度滤波器,符合GB/T 18777-2002 《产品几何技术规范 表面结构 轮廓法 相位修正滤波器的计量特性》。
●如果选择RC滤波器
● 如果选择GAUSS滤波器
● 如果选择PCRC滤波器

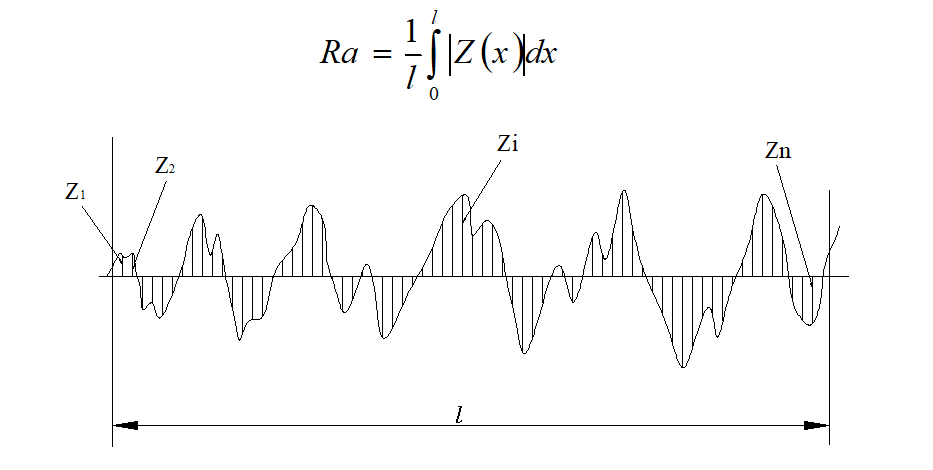
在一个取样长度内纵坐标值Z(x)绝对值的算术平均值。
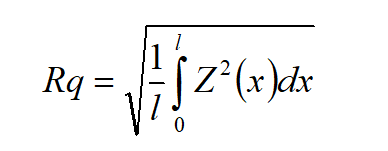
在一个取样长度内纵坐标值Z(x) 的均方根值。
在一个取样长度内,最大轮廓峰高Zp和最大轮廓谷深Zv之和的高度。
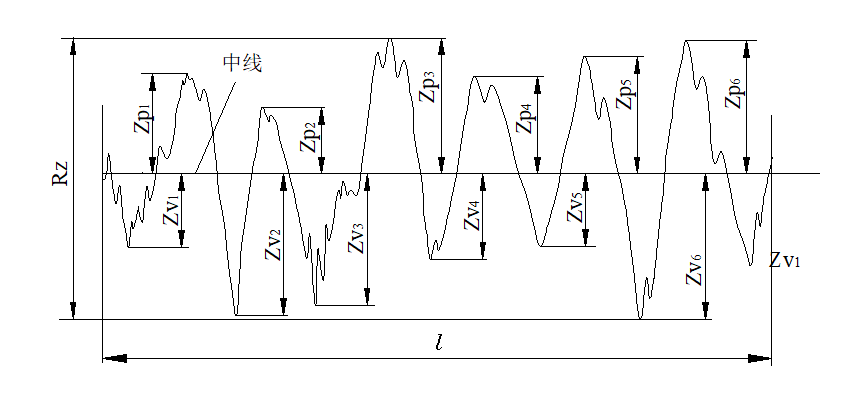
在评定长度内,最大轮廓峰高Zp和最大轮廓谷深Zv之和。
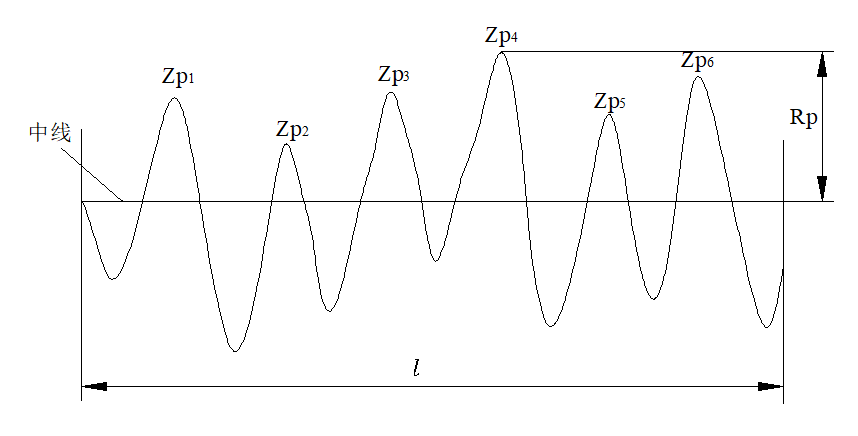
在一个取样长度内,最大的轮廓峰高Zp。
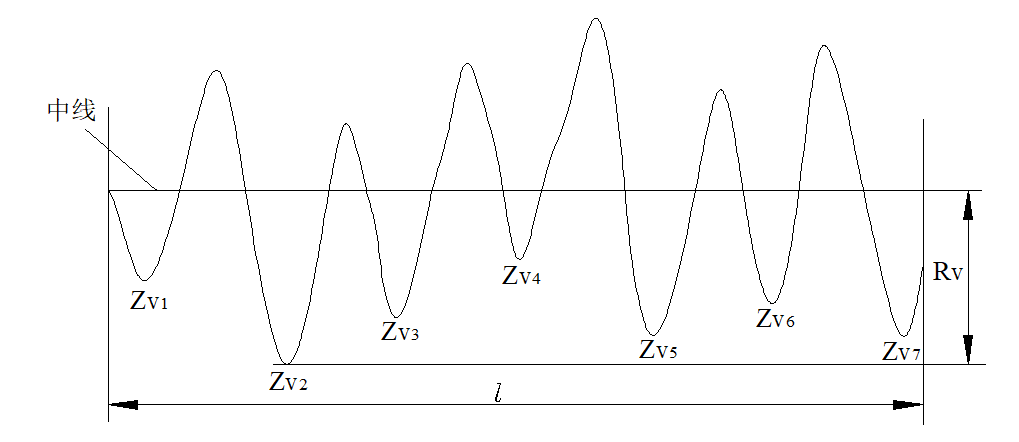
在一个取样长度内,最大的轮廓谷深Zv。
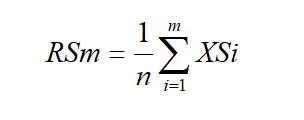
在一个取样长度内轮廓的单峰间距Xs的平均值。 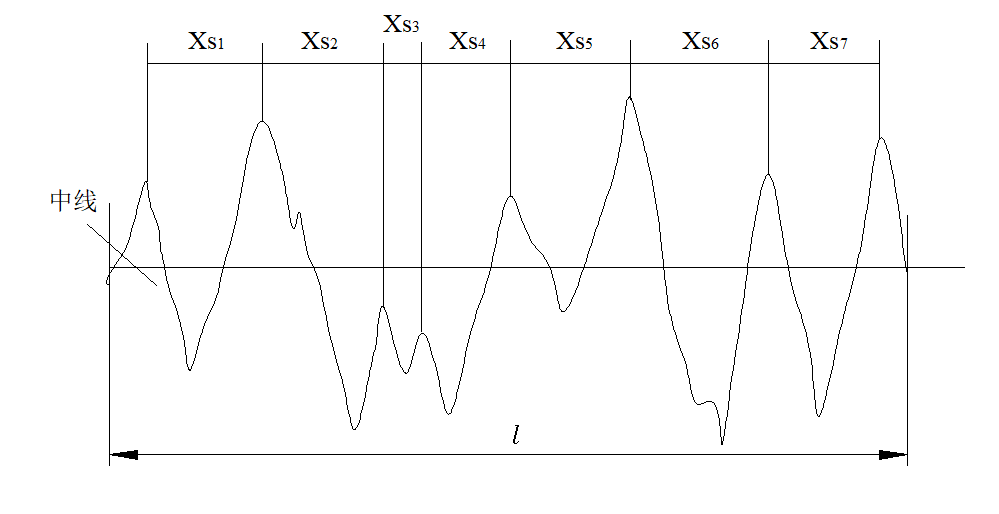
在一个取样长度内轮廓单元宽度Xs的平均值。
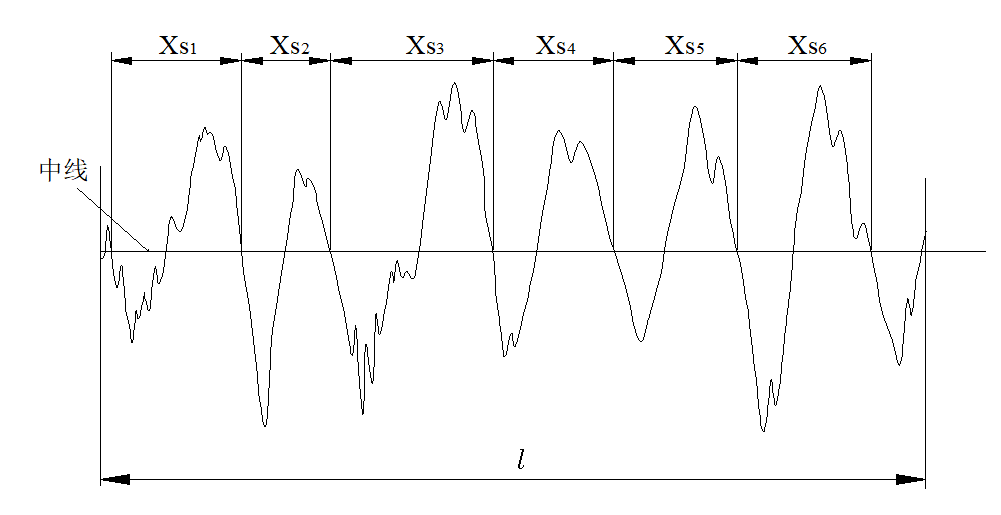
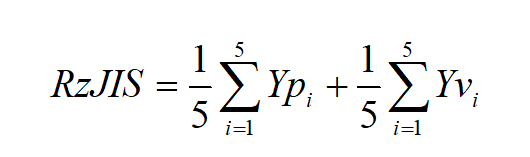
轮廓微观不平度十点高度RzJIS为取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深平均值之和。
同9.2.3 Rz。
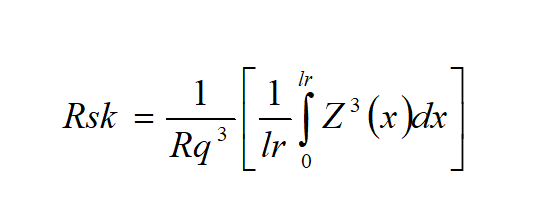
在一个取样长度内纵坐标值Z(x)三次方的平均值与Rq三次方的比值。
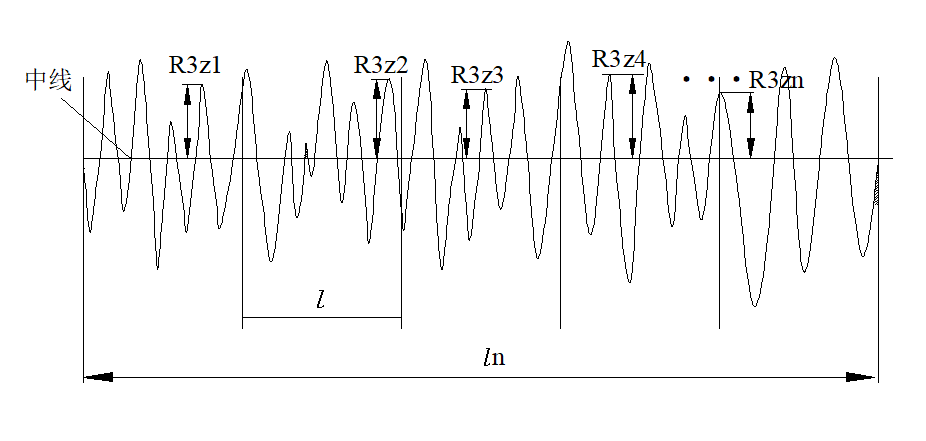
R3z是评定长度上各取样长度中第三高峰和第三低谷间垂直距离的平均值。
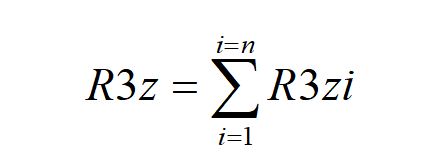
注:推荐使用5个取样长度评定。
同9.2.4 Rt。
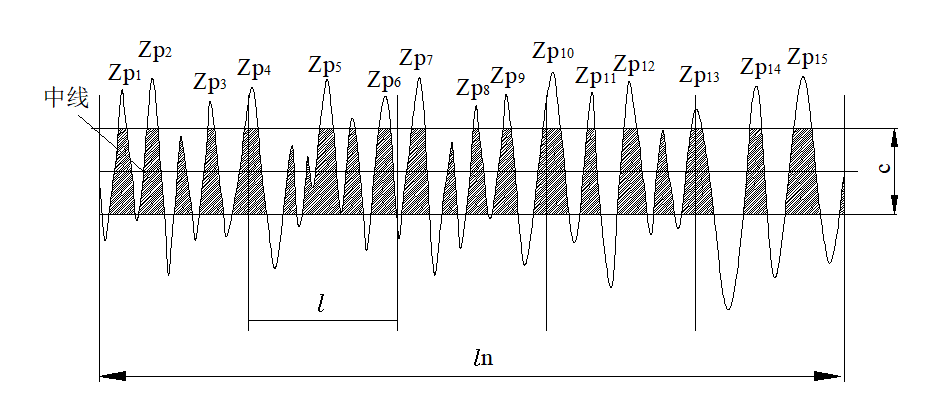
图中的C为两条以中线为中心对称并与中线平行的直线间的距离。C值的选择有两种方式,一种是绝对值方式,即C值实际距离的绝对值;另一种是相对百分数方式选定。首先确定评定所需要的C值,然后,计算RPc峰计数值,一个高于C值的峰与一个相邻的低于C值的谷组成RPc峰计数值的一个数。RPc是在评定长度上计算评定的,公式如下:

表示轮廓支撑率随水平位置而变的关系曲线。
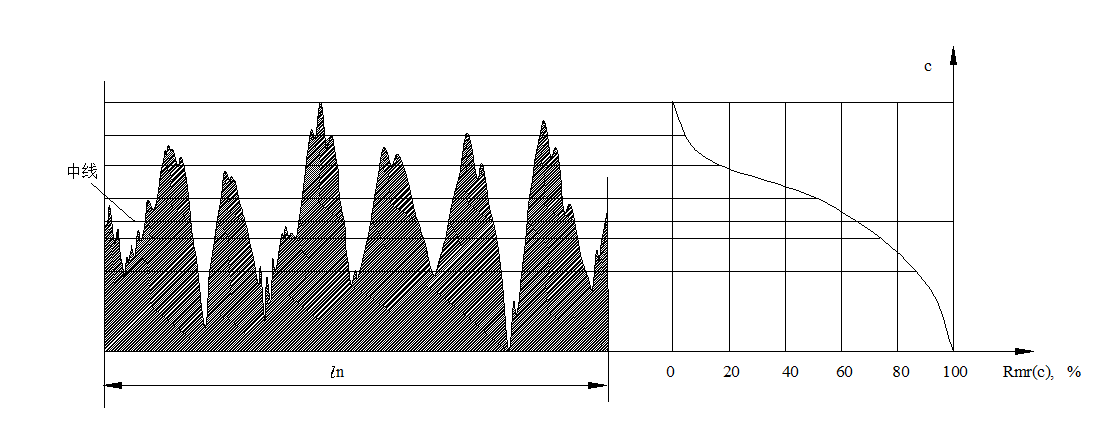
在给定水平位置C上轮廓的实体材料长度与评定长度的比率。